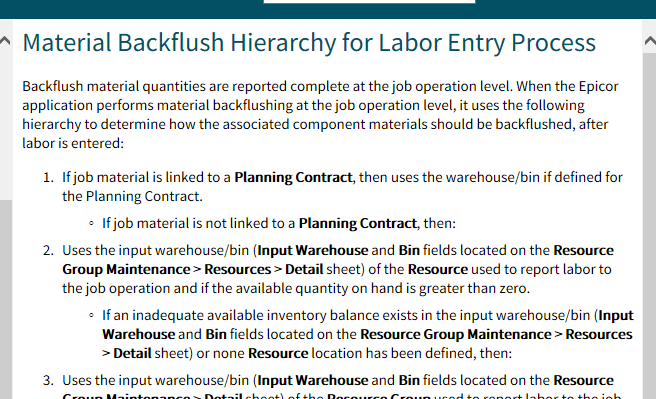
We are in the process of setting up new production work centers. We currently backflush all of our jobs and we leave the backflush location of the resource blank. This allows the system to backflush from the part/site/warehouse’s primary bin location (as set under Part>Plant>Warehouse>Primary Bin).
This works well for most things as long as they are only stored in one location in the warehouse. However, we’re finding more and more situations where we stock a part in multiple locations and thus don’t get a good inventory count by bin location. Is there a trick or strategy others use to maintain the ease of backflushing but also be able to backflush from multiple locations? I have considered going nuts with resources and operations so that I can set the backflush bin location on the resources but that feels like it’s not very scaleable.
There’s a hierarchy in the help to help you see how you can manipulate it.
Ultimately, you’ll have to find some way to tell it where you are pulling it from. If you have a clear algorithm to determine that, you might be able to make it so someone doesn’t have to tell the system where you got it from, but as soon as you put any “It depends” into it, you’re hosed. At that point, having material handlers issue it to the job when it’s delivered to the work cell is the best way to go.
Darn. I was hoping I was just missing something. I can’t imagine the look on the supervisor’s faces when I explain that if they want to have accurate counts, they will have to manually issue the material to their jobs from the bins they used it. (It’s probably not crazy to others… but in our shop, it’s never happened except on the rare occasions when the backflush flag gets left unchecked by mistake). Our jobs typically vary between 100-300 parts. Manually issuing just seems incredibly inefficient.
If the system is working for the majority of parts, and the cost benefit is to keep doing it,
then keep doing it.
Just modify the last step when there is a variance.
Let them manage or be involved in the inventory process when there is a discrepancy,
so you can get good data.
Sometimes you have to manage and live with the exceptions.
Does Mass Issue to Mfg issue the material to the job? Is that how one would do it? I was thinking the user would have to go 1 by 1 in Issue Material but I see Mass Issue to Mfg and it looks like the tool.
Mass Issue To Mfg (and vice versa Mass Return) gives you a convenient tool to issue / return all of the materials on a job instead of doing them 1 by 1.
I’m sure I’m just not very exposed to the variety of different manufacturers, but in all my time at my company no one has ever expressed that they wanted to report things 1 by 1. Why would that be something we’d want when given the opportunity to report them all at once?
You might see this in longer processes where the materials are used along the way. Why issue all the parts if you won’t take them to the floor for another two weeks?
That could work. Someone still has to decide where it came from, but if the person making that decision is that person, then it could work.
Some manufactures have volatile processes where the amount used, and scrap, location etc, are not consistent. In order to be able to have accurate inventory, you have 2 choices. 1. Set up the system to tell you what to do and follow it to a T (this includes amounts and locations.) or 2. tell the system what you are doing. Most larger places have dedicated material handlers, and when they grab something from the shelf, instead of doing an inventory transfer, they just do an issue to the job. If you have a large warehouse, with flexible use pallet racking, you need to locate your inventory. The process of an inventory move, and a job issue, are about the same amount of work.
I can imagine. Our line takes all the pieces needed and completes the job usually in less than a day. So they report everything on the first operation for the whole job. Backflush today.
For most of our locations, issuing from inventory is an exception. We make something new every day, so most of our material is purchased direct to jobs.
When we do happen to have leftover material in stock that will work for a job, then we do an individual Issue Material transaction. It almost never makes sense for us to use Mass Issue.
That makes sense. From what I’ve read on here and the different scenarios people are working within, I understand that there are other ways to do things and depending on what you’re making and how you are making it, each situation will be a little different.
What I was intending is that it seems like in our situation, where we currently backflush, why wouldn’t I want to use Mass Issue to Mfg if it gave me the opportunity to change the location where we issue material from on select parts? You see where I’m going? Earlier @klincecum made it sound like it was broken or flawed. But now I realize that he was just joking because he’s obviously had some kind of backstory there. I think this is our next logical step.
I recognize that there is a missing piece of the puzzle currently. I think I’d probably need to help that person out by suggesting which parts needed to be touched and how to know which location to pick. I feel like that would be relatively easy to do when compared to our other alternatives, though.
He’s been trying to help someone with a Mass Issue BPM and having trouble. The command itself is fine. I think it makes perfect sense for what you’re trying to do.